冻干产品的开发流程 · 第五篇|放大转产与质量监控
从小试顺利到大生产“稳稳落地”,关键在于:识别放大效应、建立可预测的时长模型(Kv/Rp)、把过程监控与设备性能打通成一个闭环。本篇给你一套可执行的路线图。
放大为什么更难?
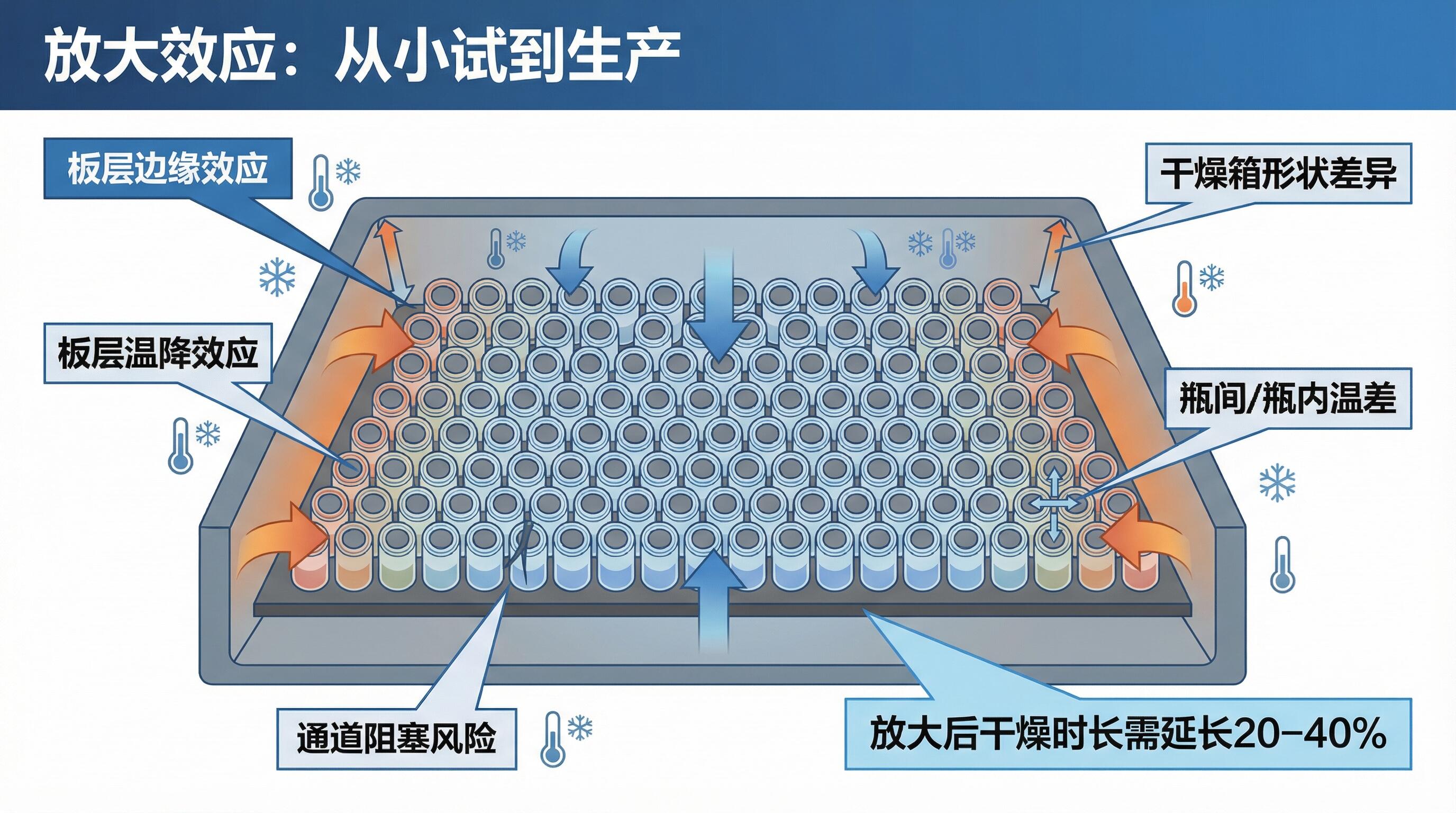
- 板层边缘效应:边缘瓶受热/散热特征不同,Tp 波动更大。
- 板层温降效应:大设备的板层端到端温差更明显,均一性下降。
- 干燥箱形状差异:腔体尺寸与气流路径改变,传热/传质边界条件随之变化。
- 瓶间/瓶内温差:批量越大,微观差异被“放大”;需要用布瓶策略与参数窗口来缓冲。
- 实务提醒:放大后干燥时长通常需延长 20–40%。
干燥时长如何预测?Kv 与 Rp 的直觉模型
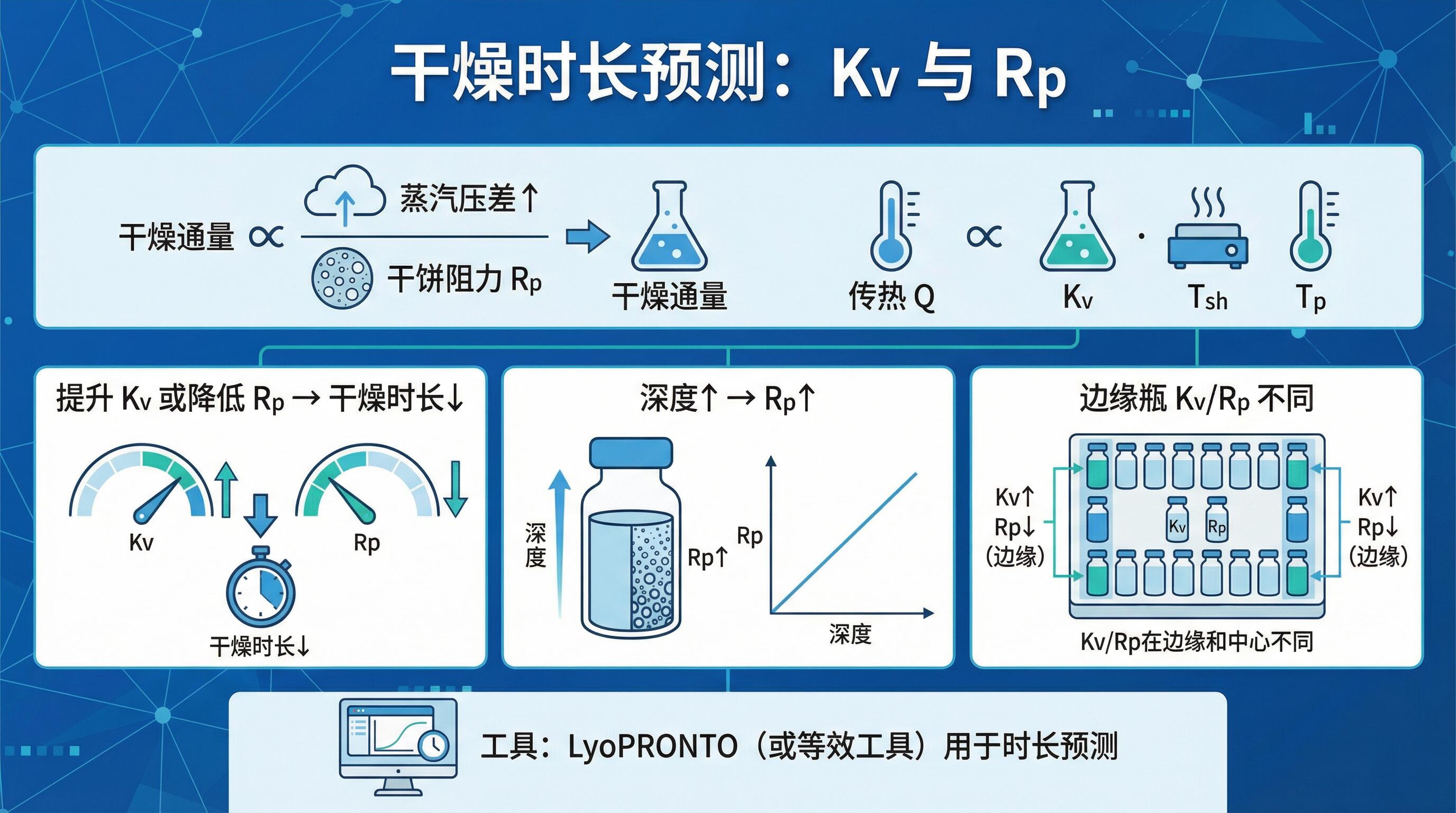
- 两个抓手:
- 传热系数 Kv(棚板→瓶→产品):Kv↑ → Tp 更易提升(但需保持 Tp < Tc)。
- 干饼阻力 Rp(升华界面→气相通道):Rp↑ → 升华通量↓ → 时长↑。
- 经验关联:
- 装量深度↑ → Rp↑(孔道更长、阻力更大)。
- 边缘瓶 Kv 与 Rp 组合不同:可能更“快”或更“热”。
- 预测与校正:
- 用小样测得的 Kv、Rp 初值+设备边界条件,先跑工具(如 LyoPRONTO 或等效方法)给出时长初估;
- 以中试/生产实测 Tp、压力曲线校正 Kv/Rp,再滚动更新模型。
实务口诀:想提速,优先“降 Rp、抬 Kv”,但红线仍是 Tp < Tc。
过程监控与终点判定:把“不确定”变“可观测”
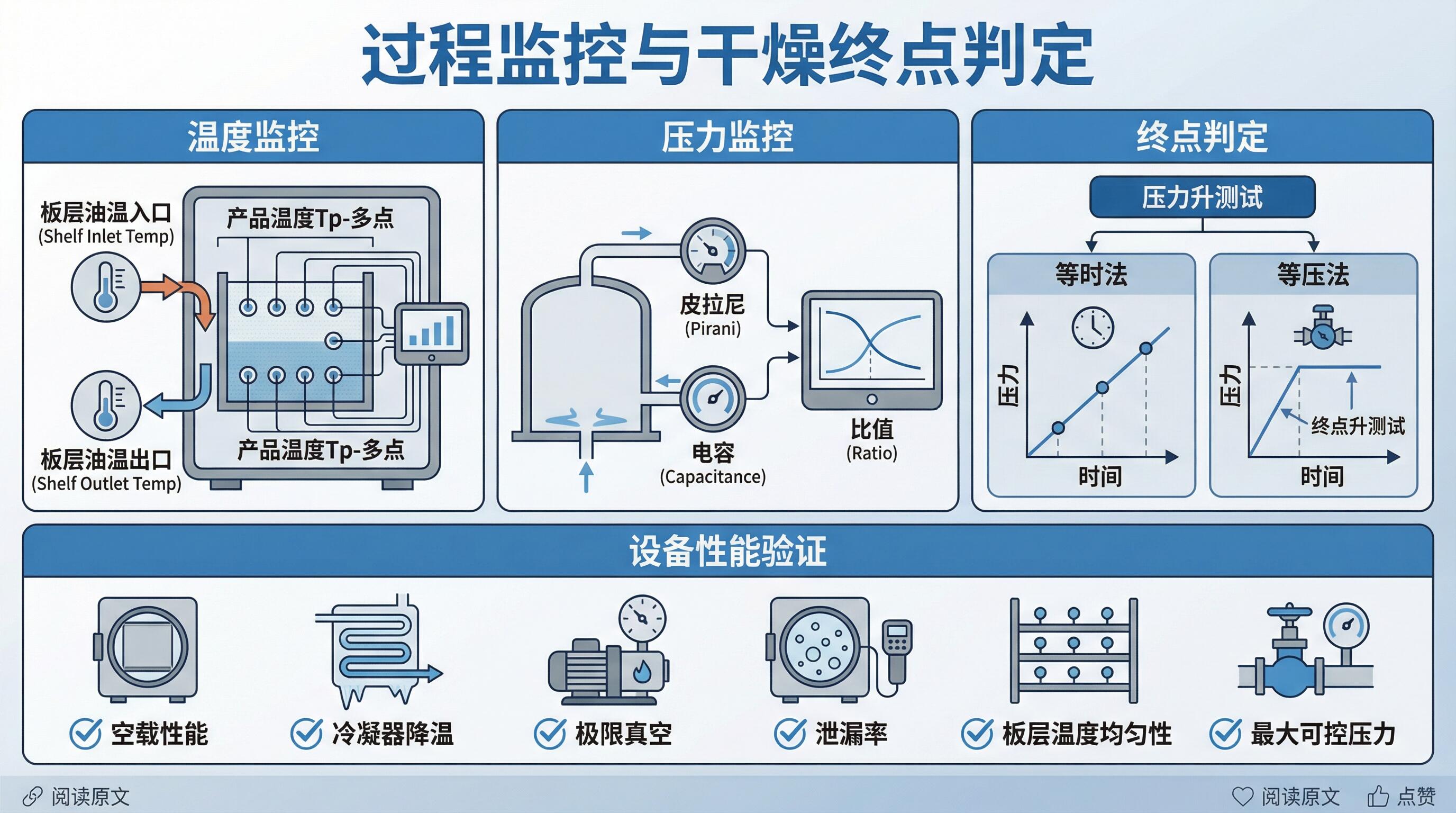
- 温度监控(多点):板层油温(入口/出口)与产品温度 Tp(中心/边缘/不同层位),识别瓶间差异与边缘效应。
- 压力监控:皮拉尼计与电容式压力计并用,关注二者比值变化以判断升华阶段进展。
- 终点判定:压力升测试(等时法/等压法)+ 压力计比值综合判断,避免单一指标误判。
- 记录与回溯:建立批记录模板,重点字段:Tsh、Pch、升温速率、Tp分布、终点判定方法与结果。
设备性能验证(PQ 视角的要点清单)
- 空载性能:板层升/降温能力(20→-40 ℃≤60 min;-40→20 ℃≤60 min;最高温度≥80 ℃)。
- 冷凝器:20→-40 ℃≤30 min;最低温度≤-75 ℃。
- 真空系统:0.1 mbar 达到时间≤30 min;极限真空≤20 μbar;泄漏率≤0.05 μbar·m³/s。
- 板层温度均匀性:多点布置测温探头,确认层内/层间差异。
- 最大可控压力:验证压力控制与掺气阀精度,确保一次干燥可在目标 Pch 区间稳定运行。
放大操作建议:从“参数”到“版型”
- 版型化布瓶:边缘留白/缓冲圈,减少边缘效应的影响。
- 调参优先级:先确定 Tc 与 Tp 安全裕度,再提高 Tsh;Pch 作为次要调节量平衡均一性。
- 装量管理:常规深度≤1 cm;必要时分批或分层策略,降低 Rp。
- 校正与循环:每次放大后用实测数据校正 Kv/Rp 模型,形成“预测→执行→校正”闭环。
质量属性与放大:别丢了产品的“及格线”
- 外观:塌陷/回熔/倾斜/开裂等缺陷与参数偏离相关,需结合微塌陷容忍度评估。
- 复溶:孔结构改变会影响复溶时间;放大后需重新评估端到端复溶表现。
- 水分:目标常 1–3%;蛋白类注意“过度干燥”风险与活性折衷。
- 活性/含量:监控冻干过程中的批损耗与运输使用阶段的稳定性。
速记卡
- 放大=变“热场/流场/阻力场”,时长通常 +20–40%。
- Kv 与 Rp 是时长的方向盘:降 Rp、抬 Kv、但守住 Tp < Tc。
- 终点判定要“多证据”:压力比值 + 压力升测试 + 曲线形态。
- PQ 清单先行,设备极限与可控区要摸清。
- 模型要会“自我修正”:每次放大都要喂数据。
